Dengan datangnya akhir musim gugur, musim pembuatan bir sekarang sedang berjalan lancar.
Meskipun kini semakin banyak pabrik bir yang dilengkapi dengan fasilitas pendingin ruangan dan terlibat dalam pembuatan bir tiga atau empat musim, sebagian besar pabrik bir di prefektur ini mulai membuat sake musim ini sekitar bulan Oktober, dan sebagian besar pabrik bir masih membuat sake pada suhu yang lebih dingin pada akhir musim gugur, musim dingin, dan awal musim semi, ketika udara lebih bersih karena salju.
Dalam artikel ini, saya ingin memperkenalkan kembali pembuatan sake dan satu tahun kehidupan di tempat pembuatan sake, mengikuti proses pembuatan sake, yang dapat saya amati di Tempat Pembuatan Sake Sasashuku di Nishigama-ku, Kota Niigata.
 Di tempat pembuatan sake Sasashuku di Nishigama-ku, Kota Niigata, di sepanjang Jalan Raya Hokkoku yang lama, doa untuk keselamatan pembuatan sake diadakan pada tanggal 4 Oktober pada hari perdamaian musim ini.
Di tempat pembuatan sake Sasashuku di Nishigama-ku, Kota Niigata, di sepanjang Jalan Raya Hokkoku yang lama, doa untuk keselamatan pembuatan sake diadakan pada tanggal 4 Oktober pada hari perdamaian musim ini.
Pabrik Sake Sasashuku, yang didirikan pada tahun 1899 (Meiji 32), memuja Matsuo-taijin, dewa sake, dan telah meminta kuil sekte Shingon setempat, Senjoin, untuk mendoakannya selama beberapa generasi.

Foto menunjukkan doa keselamatan pembuatan bir tahun 2017.
"Mungkin tidak banyak gudang yang meminta bantuan dari kuil," kata presiden Ryosuke Sasaguchi. "Ini adalah sekte Shingon, jadi mereka melakukan 'kuji' (memotong sembilan suku kata) untuk menghilangkan kesialan.

Tentu tidak biasa bagi sembilan karakter Cina untuk Imin, Hyouhei, Toushi, Sha...... dan mantera untuk mengikatkan sebuah tanda di tangan dan menggambar kisi-kisi garis di udara untuk digunakan dalam doa untuk keselamatan pembuatan bir.
Pada tanggal 18 Oktober, pencucian padi pertama di musim ini berlangsung.

Pada hari kami berkunjung untuk wawancara, proses pembuatan induk sake sedang berlangsung. Induk sake digunakan dalam proses pembuatan sake (utama) dan bertindak sebagai semacam starter dengan sejumlah besar ragi sehat yang dibudidayakan. Ini juga disebut starter ragi dan merupakan inti dari sake.
Beras memiliki sedikit gula pada awalnya, tetapi koji mengubah pati beras menjadi gula, yang kemudian diubah menjadi alkohol oleh ragi.
Beras yang digunakan oleh Sasashuku Brewery adalah Kame-no-o, Koshitanrei, Gohyakumangoku, Yukinosei, Koshibuki, dan Koshihikari; mulai tahun 2019, semua beras ditanam secara lokal di Kota Niigata.
Toji (master brewer) Yoichi Hatakeyama dan brewer Yusuke Ohno bertanggung jawab atas pembuatan sake di Sasashuku Brewery. Presiden Sasaguchi juga memberikan dukungan jika ada waktu. Takako Honda, yang telah bekerja di Sasashuku Brewery selama lebih dari 30 tahun dan mengenal tempat pembuatan sake ini lebih baik dari siapa pun, juga ikut serta pada saat-saat penting. Dia adalah penolong terkuat.

Jam 8 pagi. Timbang beras yang telah dicuci dan ditiriskan sehari sebelumnya untuk memeriksa penyerapan air.
Beras dibawa, dipindahkan dari saringan ke kukusan dan diratakan. Pak Sasaguchi sambil bercanda berkata, "Ohno dulu adalah anggota tim bisbol, jadi dia pandai bermain dengan kukusan. Ekspresi gugup di wajah Pak Ono menjadi rileks.


Saat ini, induk sake untuk merek perwakilan reguler, Sasashuku Niigata Mark, diseduh, dan beras yang digunakan untuk membuat sake adalah beras Koshibuki yang dikukus.
Dalam pembuatan sake, beras digunakan untuk dua tujuan: pertama sebagai beras untuk induk sake dan proses pembuatan sake utama, dan yang kedua untuk membuat koji (beras malt).

Sake reguler yang paling populer di daerah setempat, Niigata-jirushi, memiliki rasio pemolesan beras sebesar 65%. Rasio pemolesan beras untuk sake honjozo, yang merupakan bagian dari kategori sake dengan nama tertentu selain sake biasa, adalah 70% atau kurang, yang berarti rasio pemolesan berasnya sama tingginya dengan sake dengan nama tertentu.
Pabrik sake Niigata tidak berhemat pada sake biasa, yang juga dikenal sebagai sake sehari-hari. Beras dipoles secara menyeluruh untuk menghasilkan rasa yang bersih dan segar, yang merupakan tujuan dari setiap pabrik dan produk. Merupakan kebanggaan bagi pabrik sake lokal yang telah diwariskan dari generasi ke generasi untuk merawat sake yang dinanti-nantikan oleh masyarakat setempat setiap hari.


Persiapan nasi kukus. Kukusan baja diikat dengan aman di semua sisi dengan alat kelengkapan logam untuk mencegahnya terangkat oleh kekuatan uap.

Siap dengan teriakan 'Siap'. Setelah uap menutupi seluruh nasi, kain ditutup.
Dari sini, beras dipanaskan dengan uap selama sekitar satu jam untuk mengukus beras.
Selama waktu ini, persiapan dilakukan untuk persiapan ibu sake.

Di 'Kare Rashiba', tempat koji yang sudah jadi dikeringkan, koji yang digunakan untuk menyiapkan induk sake, yang membutuhkan waktu sekitar dua hari untuk menyelesaikannya, sedang dipersiapkan.


Koji dibawa ke ruang pembuatan bir dan dimasukkan ke dalam tangki berisi air untuk membuat 'water koji'.
 Aduk rata dengan dayung. Suhu selalu diperiksa setelah setiap operasi. Kontrol suhu penting untuk pembuatan sake.
Aduk rata dengan dayung. Suhu selalu diperiksa setelah setiap operasi. Kontrol suhu penting untuk pembuatan sake.
 Dan setelah bekerja, pembersihan. Pembersihan dan pencucian agar tetap bersih menghabiskan sebagian besar waktu kerja di tempat pembuatan bir.
Dan setelah bekerja, pembersihan. Pembersihan dan pencucian agar tetap bersih menghabiskan sebagian besar waktu kerja di tempat pembuatan bir.
 Ohno merakit mesin penyaringan yang akan digunakan untuk pekerjaan penyaringan, yang dijadwalkan setelah pembuatan sake. Mesin penyaringan ini adalah jenis yang kecil. Jaring, filter, dan bingkai ditumpuk secara berurutan.
Ohno merakit mesin penyaringan yang akan digunakan untuk pekerjaan penyaringan, yang dijadwalkan setelah pembuatan sake. Mesin penyaringan ini adalah jenis yang kecil. Jaring, filter, dan bingkai ditumpuk secara berurutan.
Filtrasi adalah salah satu sentuhan akhir setelah sake diperas. Sake tanpa penyaringan berarti 'tanpa filter'.
Ono berasal dari Kota Niigata. Dia telah membuat sake selama delapan tahun. Setelah lulus dari universitas di wilayah Kansai, ia bekerja di Osaka sambil bekerja di industri lain, di mana ia jatuh cinta dengan sake. Dia telah bekerja di dua tempat pembuatan sake di prefektur ini, dan sejak musim lalu dia bekerja di Sasashuku Sake Brewery di bawah bimbingan Master Brewer Hatakeyama.

Pak Hatakeyama mencuci saringan yang berisi beras. Pekerjaan terus berlanjut tanpa istirahat.
 Pak Honda menyiapkan kain untuk membawa nasi yang sudah dikukus.
Pak Honda menyiapkan kain untuk membawa nasi yang sudah dikukus.

Mengembang dengan uap.
Sekitar 20 menit setelah membuat malt air, asam laktat dan ragi ditambahkan.
 Asam laktat di sebelah kiri, ragi di sebelah kanan.
Asam laktat di sebelah kiri, ragi di sebelah kanan.

"Pertama-tama kami mensterilkannya dengan asam laktat, lalu menambahkan ragi," kata Hatakeyama.
 Ragi yang digunakan di Niigata-Jirushi adalah S-3. Ragi ini dikembangkan oleh Dr Tadao Hiroi, seorang doktor pertanian dan mantan kepala Niigata Brewery Research Institute.
Ragi yang digunakan di Niigata-Jirushi adalah S-3. Ragi ini dikembangkan oleh Dr Tadao Hiroi, seorang doktor pertanian dan mantan kepala Niigata Brewery Research Institute.
Setelah menjabat sebagai direktur pusat pengujian prefektur, Mr Hiroi menjadi penasihat Echigo Chugakukai (1990-2004), yang memberikan panduan pembuatan sake kepada sekitar 10 pabrik sake di prefektur. Beliau juga menerima bimbingan di Sasashuku Sake Brewery, mulai dari dasar hingga teknik tingkat lanjut.

Masukkan nasi, aduk rata, periksa suhu dan selesaikan prosesnya. Saatnya nasi dikukus.


 Sekitar 1 jam setelah nasi dimasukkan, kain diangkat dan nasi yang sudah dikukus dikeluarkan.
Sekitar 1 jam setelah nasi dimasukkan, kain diangkat dan nasi yang sudah dikukus dikeluarkan.
 Nasi yang sudah dikukus dipindahkan ke pendingin sementara kondisi kukusan diperiksa dengan tangan. Kondisi kukusan diperiksa dengan mengambil segenggam beras dan membuat 'hinerimochi', yang dihancurkan dan diremas dengan tangan.
Nasi yang sudah dikukus dipindahkan ke pendingin sementara kondisi kukusan diperiksa dengan tangan. Kondisi kukusan diperiksa dengan mengambil segenggam beras dan membuat 'hinerimochi', yang dihancurkan dan diremas dengan tangan.

Ini adalah 'kue beras yang dipelintir'.

Mr Hatakeyama memeriksa suhu beras di dalam pendingin.
Jika jumlahnya banyak, diterbangkan ke ruang persiapan dengan penembak udara, tetapi hari ini jumlahnya sedikit, jadi dibungkus dengan kain dan dibawa dengan tangan.

Nasi yang dikukus ditempatkan di tangki induk sake di ruang persiapan.


Aduk rata dan merata dengan dayung.


Setelah kuantitas diukur dan suhu diperiksa, pembuatan induk sake selesai.
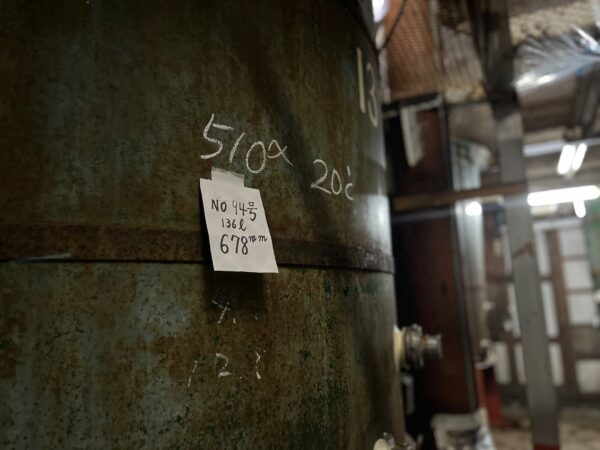 Tangki adalah pengganti papan catatan.
Tangki adalah pengganti papan catatan.

Induk sake yang telah selesai diseduh. Pada hari ke-12 setelah penebaran, soze pertama (penebaran pertama) dari proses pembuatan sake utama dijadwalkan untuk dilakukan. Proses pembuatan sake dibagi menjadi tiga bagian: soze, naka, dan tomeshi.
Sehari setelah penambahan, pembuat bir melakukan 'tarian' untuk beristirahat. Dengan beristirahat, tercipta lingkungan yang memungkinkan ragi untuk berkembang biak dengan mudah.
Setelah penyulingan distilat, periode moromi berlangsung selama 20-30 hari, tergantung pada jenis sake, sebelum proses pengepresan dimulai. Selama periode ini, toji dan pembuat sake berulang kali memeriksa suhu dan menganalisis bahan-bahannya, dan membuat keputusan kapan harus mengepres adonan dengan mengamati ekspresi adonan. Kemampuan untuk membuat keputusan yang tepat menentukan rasa sake.
Menyelesaikan pembuatan bir terakhir musim ini disebut 'koshikoshi' di pabrik sake.
'Pengukusan' Sasashuku Brewery dijadwalkan sekitar bulan Maret tahun depan.
Segera setelah pembuat sake selesai menyiapkan induk sake, ia kembali ke area pengukusan untuk membersihkan kukusan.
Kain dan peralatan dicuci dengan air panas yang mirip dengan air mendidih yang digunakan untuk menanak nasi. Tidak ada limbah dalam proses penyeduhan.


Setelah merapikannya selesai, saatnya untuk merokok pada pukul 10:00 pagi.

Ruang tempat para pembuat bir beristirahat disebut hiroshiki. Di tempat pembuatan sake Sasashuku, tempat ini disebut 'iba'. Terminologi yang hanya digunakan di tempat pembuatan sake ini juga merupakan bagian penting dari budaya sake.

Setelah istirahat, Hatakeyama-san memulai proses penyaringan.
Ini adalah pekerjaan akhir pada 'Habataki Abad 21', yang dipersiapkan musim lalu.
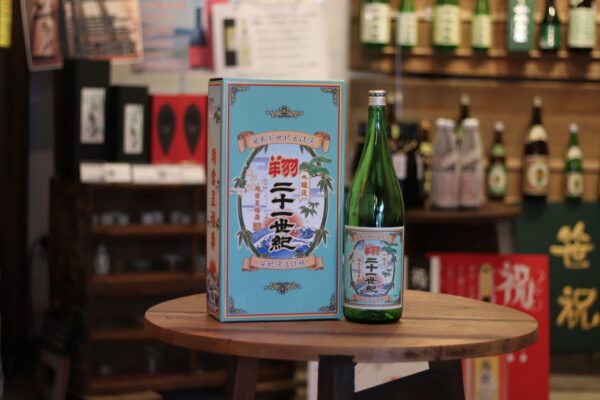 Sake ini adalah sake kelas honjozo yang terbuat dari 'Gohyakumangoku' dan 'Yukinosei' dan dijual secara eksklusif di gerai sake lokal menjelang akhir tahun.
Sake ini adalah sake kelas honjozo yang terbuat dari 'Gohyakumangoku' dan 'Yukinosei' dan dijual secara eksklusif di gerai sake lokal menjelang akhir tahun.

 Mr Hatakeyama mencicipi sake setelah penyaringan. Pertama, ia memeriksa aromanya dan kemudian rasanya.
Mr Hatakeyama mencicipi sake setelah penyaringan. Pertama, ia memeriksa aromanya dan kemudian rasanya.
Hatakeyama adalah siswa kelas empat di Sekolah Sake Niigata. Dia memiliki 20 teman sekelas, dan sebelum bencana Corona, mereka biasa mengadakan reuni setahun sekali. Beberapa teman sekelasnya adalah toji saat ini dan mantan toji.
Presidennya, Tn. Sasaguchi, juga merupakan lulusan Sekolah Sake. Sekolah Sake Niigata mendukung teknologi dan jaringan pembuatan sake di Niigata.

Mr Ohno, seorang pembuat sake, mengatakan bahwa bagian terbaik dari pembuatan sake adalah ketika pelanggan mengatakan betapa lezatnya rasanya setelah proses pembuatan sake selesai. Ia menyukai sake yang dipanaskan, terutama jika sake tersebut lebih panas dari 'panas yang meloncat keluar'. Sake ini cocok dengan semua jenis makanan.
Saya ingin membuat sake panas yang enak," katanya, matanya berbinar-binar.
 Sejak tahun 2016, Sasashuku Brewery telah terlibat dalam inisiatif Challenge Brew, di mana satu tangki sake diseduh bersama dengan orang-orang dari berbagai kalangan, termasuk peritel sake, izakaya, dan pencinta sake, mulai dari tahap perencanaan.
Sejak tahun 2016, Sasashuku Brewery telah terlibat dalam inisiatif Challenge Brew, di mana satu tangki sake diseduh bersama dengan orang-orang dari berbagai kalangan, termasuk peritel sake, izakaya, dan pencinta sake, mulai dari tahap perencanaan.
Sake ini sempat ditangguhkan musim lalu, tetapi kembali lagi musim ini! Dia mengatakan bahwa dia tidak dapat mengungkapkan detailnya, tetapi mengatakan: "Ini adalah sake yang manis, jenis sake pencuci mulut. ......", kata Sasaguchi.
Musim ini juga akan menjadi musim yang 'menyenangkan', dengan menggabungkan berbagai ide dan semangat yang menyenangkan. Mari kita harapkan yang terbaik.

Sasashuku Brewery juga berencana untuk memulai bisnis baru pada musim semi mendatang.
"Kami belum memutuskan nama resminya, tetapi kami sedang memikirkan fasilitas langsung seperti Koji Kitchen di Sasashuku Brewery," kata Sasaguchi. Ruang toko saat ini akan direnovasi secara ekstensif untuk menciptakan ruang yang dapat dinikmati oleh semua generasi.
Pabrik sake, anggur, dan bir tersebar di sepanjang jalan Hokkoku Kaido dari Nishi-ku hingga Nishikaga-ku, Kota Niigata. Pabrik Sake Takano di Distrik Nishi juga sedang mempersiapkan pembukaan pabrik untuk musim semi mendatang. Kami ingin melakukan tur ke pabrik-pabrik sake di sepanjang Kaido, memperhatikan upaya masing-masing pabrik.
高橋真理子
2022.10.31
advertisement