随着深秋的到来,酿酒季节已经全面展开。
尽管现在越来越多的酿酒厂配备了空调设施,并从事三季或四季的酿酒工作,但该县大多数酿酒厂在10月左右开始酿造当季的清酒,大多数酿酒厂仍然在秋末、冬季和早春气温较低的时候酿酒,那时由于下雪,空气比较清洁。
在这篇文章中,我想重新介绍清酒酿造和清酒酿造厂一年的生活,跟随酒母的酿造,我能够在新泻市西山区的Sasashuku清酒酿造厂观察。
 10月4日,在新泻市西山区旧北国公路沿线的Sashuku清酒厂,在这个季节的大和平日里,人们为酿酒安全进行了祈祷。
10月4日,在新泻市西山区旧北国公路沿线的Sashuku清酒厂,在这个季节的大和平日里,人们为酿酒安全进行了祈祷。
创立于1899年(明治32年)的Sashuku清酒厂崇拜酒神Matsuo-taijin,并要求当地的真言宗寺庙Senjoin世代向他祈祷。

图为2017年酝酿中的安全祷词。
'可能没有多少仓库会向寺庙寻求帮助,'总裁笹口良介说。'这是一个真言宗派,所以他们'切记'(切记九个音节),以消除不幸。

将伊敏、兵卫、土司、沙......、咒语这九个汉字绑在手上,在空中画出一格格的线条,用于祈祷酿酒安全,这当然是不寻常的。
10月18日,进行了本季的第一次洗米。

在我们访问采访的那天,将进行酒母的酿造。酒母在(主要)酿造过程中使用,作为一种培养了大量健康酵母的启动器。它也被称为酵母启动器,是清酒的核心部分。
大米本来就没有什么糖分,但麴把大米的淀粉变成了糖分,然后由酵母变成酒精。
萨苏库啤酒厂使用的大米是Kame-no-o、Koshitanrei、Gohyakumangoku、Yukinosei、Koshibuki和Koshihikari;从2019年开始,所有大米都是在新泻市当地种植的。
Toji(酿酒大师)Yoichi Hatakeyama和酿酒师Yusuke Ohno负责Sashuku酿酒厂的清酒酿造。笹口社长在时间允许的情况下也提供支持。在Sashuku酿酒厂工作了30多年,比任何人都更了解酿酒厂的本田隆子也在关键时刻加入进来。她是最有力的帮手。

上午8点。称量前一天已经洗净并沥干的大米,以检查吸水量。
大米被搬运,从笸箩里转移到蒸笼里,然后被压平。笹口先生开玩笑地说:"大野以前是棒球队的成员,所以他很会玩蒸笼。大野先生脸上的紧张表情放松了。


今天,常规代表品牌的酒母--Sasashuku Niigata Mark的酿造,以及用于酿造的大米是Koshibuki,是蒸熟的。
在清酒酿造中,大米有两个用途:一个是作为酒母和主要酿造过程的大米,另一个是制作酒曲(麦芽米)。

在当地最受欢迎的普通清酒,新泻酒,其碾米率为65%。本庄酒属于普通酒以外的指定名称酒类别,其碾米率为70%或更低,这意味着仅碾米率就与指定名称酒一样高。
新泻清酒酿造厂对普通清酒(也称为日常清酒)毫不吝啬。大米经过彻底打磨,产生干净、新鲜的味道,这是每个酿酒厂和产品的目标。照顾好当地人每天期待的清酒,是当地清酒酿造厂代代相传的骄傲。


准备蒸饭。钢制蒸笼的四面都用金属配件牢牢固定住,以防止它被蒸汽的力量掀起来。

喊一声'好了'就可以了。当蒸汽覆盖了整个米饭后,布就盖上了。
从这里开始,用蒸汽加热米饭,大约一个小时,将米饭蒸熟。
在这段时间里,要为准备酒母做准备。

在 "Kare Rashiba",即干燥成品曲的地方,正在准备用于制备酒母的曲子,这需要大约两天时间才能完成。


麴被带到酿造室,放入一个装满水的罐子里,制成 "水麴"。
 用船桨搅拌均匀。每次操作后都要检查温度。温度控制对清酒酿造很重要。
用船桨搅拌均匀。每次操作后都要检查温度。温度控制对清酒酿造很重要。
 而在工作之后,要进行清洁。打扫和清洗保持清洁占了酿酒厂工作时间的很大一部分。
而在工作之后,要进行清洁。打扫和清洗保持清洁占了酿酒厂工作时间的很大一部分。
 大野先生组装了一台过滤机,用于过滤工作,安排在酒母酿造后。这种过滤机是一种小型的。网、过滤器和框架依次叠加。
大野先生组装了一台过滤机,用于过滤工作,安排在酒母酿造后。这种过滤机是一种小型的。网、过滤器和框架依次叠加。
过滤是清酒压榨后的最后一道工序之一。没有过滤的清酒是 "未过滤的"。
小野先生来自新泻市。他从事清酒酿造已有8年。从关西地区的大学毕业后,他在大阪工作,同时从事其他行业,在那里他爱上了清酒。他曾在该县的两个酿酒厂工作过,从上个季度开始,他在酿酒大师Hatakeyama的指导下在Sasashuku清酒厂工作。

鸠山先生洗着装米的笸箩。工作继续进行,没有休息。
 本田先生准备好搬运蒸好的米饭的布。
本田先生准备好搬运蒸好的米饭的布。

膨大的蒸汽。
制作水麦芽后约20分钟,加入乳酸和酵母。
 左边是乳酸,右边是酵母。
左边是乳酸,右边是酵母。

首先,我们用乳酸对其进行消毒,然后加入酵母,"Hatakeyama说。
 新泻-irushi使用的酵母是S-3。这种酵母是由广井忠夫博士开发的,他是一位农业博士,也是新泻啤酒研究所的前主任。
新泻-irushi使用的酵母是S-3。这种酵母是由广井忠夫博士开发的,他是一位农业博士,也是新泻啤酒研究所的前主任。
在担任县试验中心主任之后,广井先生是越后酒会的顾问(1990-2004),该酒会向县内大约10家酿酒厂提供清酒酿造方面的指导。他还在Sasashuku清酒酿造厂接受了从基础到高级技术的指导。

桨米,搅拌均匀,检查温度,完成过程。现在是蒸米饭的时间。


 加入大米后约1小时,揭开布,挖出蒸好的大米。
加入大米后约1小时,揭开布,挖出蒸好的大米。
 蒸好的米被转移到冷却器中,同时用手检查蒸的情况。检查蒸煮情况的方法是,拿一把米做 "hinerimochi",用手将其压碎并揉成团。
蒸好的米被转移到冷却器中,同时用手检查蒸的情况。检查蒸煮情况的方法是,拿一把米做 "hinerimochi",用手将其压碎并揉成团。

这就是 "扭曲的年糕"。

鸠山先生检查冷却器中大米的温度。
如果数量大,就用空拍机飞到准备室,但今天数量少,所以用布包着,用手拿着。

蒸好的米放在准备室的酒母槽中。


用桨叶均匀地搅拌。


一旦测量好数量,检查好温度,酒母的酿制就完成了。
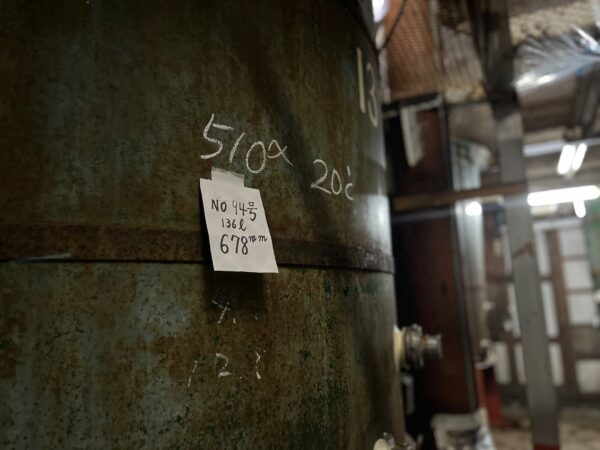 坦克是笔记板的替代物。
坦克是笔记板的替代物。

已经完成酿造的清酒母亲。在放养后的第12天,计划进行主要酿造过程的第一次soze(第一次放养)。酿造过程分为三个部分:Soze、naka和tomeshi。
添加后的第二天,酿酒师要进行 "跳舞 "休息。通过休息,创造了一个环境,使酵母可以轻松地培养。
在酿造蒸馏物之后,在压榨过程开始之前,醪液期持续20-30天,这取决于清酒的类型。在这期间,土司和酿酒师反复检查温度和分析成分,通过观察酒醪的表现,决定何时压榨酒醪。做出正确决定的能力决定了清酒的味道。
完成本季的最后一次酿造,在清酒酿造厂被称为 "koshikoshi"。
Sasashuku啤酒厂的 "蒸汽机停机 "计划在明年三月左右进行。
酿酒师完成准备酒母的工作后,立即回到蒸煮区清洗蒸笼。
布料和工具在热水中清洗,类似于蒸米的沸水。酿造过程中没有任何浪费。


当整理工作完成后,就到了上午10点抽烟的时间了。

酿酒师休息的空间被称为hiroshiki。在Sasashuku酿酒厂,它被称为 "iba"。只在酿酒厂使用的术语也是清酒文化的一个重要组成部分。

休息之后,鸠山先生开始了过滤过程。
这是上个赛季准备的 "Habataki 21世纪 "的收尾工作。
 这是用 "Gohyakumangoku "和 "Yukinosei "酿造的本庄酒,每年年底在当地的清酒商店独家销售。
这是用 "Gohyakumangoku "和 "Yukinosei "酿造的本庄酒,每年年底在当地的清酒商店独家销售。

 鸠山先生品尝过滤后的清酒。首先,他检查香气,然后检查味道。
鸠山先生品尝过滤后的清酒。首先,他检查香气,然后检查味道。
鸠山先生是新泻清酒学校的四年级学生。他的同学有20人,在科罗娜灾难之前,他们每年都会有一次聚会。他的一些同学是现任和前任土司。
总裁Sasaguchi先生也是清酒学校的毕业生。新潟清酒学校支持新潟的酿酒技术和网络。

大野先生是一名酿酒师,他说,酿造清酒的最好部分是当顾客在酿造过程结束后说它的味道有多好。他喜欢他的清酒被加热,特别是如果它比 "跳出来的热 "还要热。它与各种食物都很搭配。
我想做一些好的加热酒,"他说,他的眼睛闪烁着。
 自2016年以来,Sasashuku Brewery参与了Challenge Brew倡议,即从规划阶段就与来自各行各业的人,包括清酒零售商、居酒屋和清酒爱好者一起酿造一罐清酒。
自2016年以来,Sasashuku Brewery参与了Challenge Brew倡议,即从规划阶段就与来自各行各业的人,包括清酒零售商、居酒屋和清酒爱好者一起酿造一罐清酒。
它在上个赛季被暂停,但本赛季又回来了!"! 他说他不能透露细节,但他说:"这是一种甜酒,一种甜点酒。......",笹口说。
这一季也将是 "有趣 "的酝酿,融入各种想法和游戏精神。让我们期待最好的结果。

Sasashuku啤酒厂还计划在明年春天开始一项新业务。
我们还没有决定一个正式的名字,但我们正在考虑一个像Sasashuku Brewery的Koji Kitchen一样的实践设施,"Sasaguchi说。目前的商店空间将被广泛地翻新,以创造一个可以让所有世代享受的空间。
从新泻市西区到西加区的北国大道上遍布着清酒、葡萄酒和啤酒的酿酒厂。位于西区的高野清酒厂也在为明年春天的开放工厂做准备。我们想沿着凯道参观清酒酿造厂,注意每家的努力。
高橋真理子
2022.10.31
广告